Proper Storeroom Layout Will Enable Long-Term Success
 You begin your day by looking for a part in the storeroom. You are looking for a common bearing used on multiple pieces of equipment on the site. You look up the part in the CMMS and it does not have a bin number associated with it. You walk into the storeroom and beginning going through the “bearing section”. Only the bearing is not there. You wander over the equipment section and find it buried in the equipment specific drawer, but you know that it is used elsewhere. Is this the best way to organize materials, by equipment?
You begin your day by looking for a part in the storeroom. You are looking for a common bearing used on multiple pieces of equipment on the site. You look up the part in the CMMS and it does not have a bin number associated with it. You walk into the storeroom and beginning going through the “bearing section”. Only the bearing is not there. You wander over the equipment section and find it buried in the equipment specific drawer, but you know that it is used elsewhere. Is this the best way to organize materials, by equipment?
The physical layout of the storeroom is an important factor in gaining increased productivity not only within the storeroom but also the entire maintenance department. When properly organized laid out, the storeroom should not only facilitate smooth material flow but also provide the ability to detect when things are out of place.
Setting up or organizing a storeroom is a major undertaking, but it has the ability to dramatically impact the ability of the storeroom to deliver its function. Sadly, many storerooms are not organized properly and are forced into specific accommodations. But armed with some basic information, you will be able to setup a proper storeroom.
Storeroom Requirements
Before we begin to organize the parts in the storeroom, we need to setup the storeroom for success. There are some basic things that must be incorporated into any storeroom;
- Secure – The storeroom needs to be secure to prevent unauthorized staff from accessing the material. This is best accomplished with the use of swipe card access. This will allow the site to monitor who enters the storeroom.
- Size – The storeroom should be large enough to stock all parts and not exceed 85% capacity. This will allow for the addition of future parts.
- Lighting – The storeroom should have lighting that will be at least 150 lumens between the shelves.
- Aisle Spacing – The spacing between aisles for people access should be at least 42″ wide, while aisle for lift trucks should be at least 12′.
- Visual Factory – The storeroom should be organized using the principles of 5s. It should also be organized using visual For example, Red floor markings indicate nothing should be placed in that area, blue are walkways, etc.
With the basics in the storeroom identified, we can now discuss the different areas utilized in a storeroom.
Areas in a Storeroom
In order to keep a storeroom organized and facilitate a smooth material flow, there needs to be designated areas in the storeroom for specific purposes. These areas include;
- Receiving Area- This is where parts are brought to once delivered by the vendor. The initial incoming inspection should take place here. The receiving area should be large enough to hold an average day’s Generally, a space of 2-4 pallets is enough.
- Kitting Area – The kitting area is essential to driving wrench time and workforce This is where all job bins are stored for upcoming work. The kitting are should be large enough to hold 7 days of work. There may be temporary kitting or lay down areas defined prior to major shutdowns.
- Shipping Area – Is used to secure parts that are being shipped out for repair or transfers to another site. Since there is not a lot of shipping in a storeroom, it may only be a shelf and an area for a pallet.
- Quarantine Area – Is a holding area for damaged, suspect or out of spec materials. This material may be awaiting refurbishment (done internally or externally), or for those materials being returned to the supplier for which authorization has not yet been received. The quarantine area may also hold parts that are awaiting disposition. The quarantine area should be further secured to prevent the accidently introduction of the parts back into regular
- Returns Area – This is a small area outside of the storeroom that is used to hold parts being returned to the storeroom. This area ensures all parts being returned to the storeroom are done in a controlled manner. This ensures all parts are tested / verified good, and stock levels updated prior to going back on the shelf.
- Lubricants Area – This is an often overlooked area, that requires special attention. The lubricants area should be controlled to prevent wide temperature fluctuations, contain any spills and prevent debris from contaminating the storeroom. Generally, this is a specific room.
- Tools/Equipment Area – This area is used to store all special equipment and tools. This ensures all expensive and special tools are signed out, returned and inspected for damage. It also provides a means of verifying that they are within the calibration requirements prior to being
- Consumables Area – This area houses all consumables that may be managed by a vendor. Since consumables are not typically signed out to a job, the area is best placed outside of the storeroom for easy access.
This covers all of the potential areas in a storeroom, in addition to the actual storage area. By having clearly defined areas, the storeroom will be well organized. It is important to choose where these areas are located to facilitate smooth material flow.
Storage Solutions in a Storeroom
There are many different options to store parts in a storeroom. Selecting the right storage solution highly depends on the budget and space constraints within the storeroom.
- Pallet Racks – are primarily used for storing large components which need to be accessed by lift trucks.
- Modular Drawers – Consist of locking or non-locking cabinets. These are highly configurable and most often suited for small and medium parts. Modular drawers provide a level of protections from contamination.
- Open Shelving – Often one of the cheapest ways to store parts. These are highly configurable, but do not provide any protection against contamination.
- Vending Machines – A great approach for consumables or those small parts which need a level of control to prevent loss. These are ideal for VMI materials.
- Part Carousels – A great solution for space constrained They track access and can be installed to take advantage of the vertical space available to a storeroom.
Once the storage medium(s) have been selected it is vital to ensuring that the parts are organized on the shelves to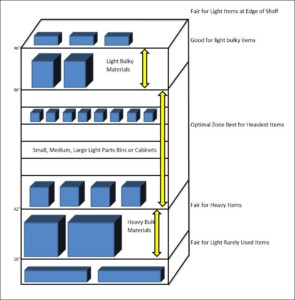 prevent any injuries. Ideally, heavy parts will be placed about midway up the shelving units, with the lighter materials at the top or bottom. By vertically organizing a storeroom, you will prevent injuries. Another consideration for the vertical organization is how will the parts on the top shelf accessed? Will it be a rolling ladder, man-lift, etc?
prevent any injuries. Ideally, heavy parts will be placed about midway up the shelving units, with the lighter materials at the top or bottom. By vertically organizing a storeroom, you will prevent injuries. Another consideration for the vertical organization is how will the parts on the top shelf accessed? Will it be a rolling ladder, man-lift, etc?
Another consideration for the storage of parts is how the parts should be grouped. Should all parts be organized by equipment, or by material groups, i.e. bearings, sprockets, etc? I prefer a hybrid approach in which major material groups are organized together and only OEM / Equipment specific materials are grouped together. This ensures all bearings can be found in a single spot and reduces the potential for duplicates.
Once the grouping has been determined, the next step is to determine where those groups will be placed in the storeroom. The best approach to maximize material flow is to put the faster moving materials toward the front of the storeroom, with the slowest moving groups towards the back.
Other Considerations
There are a few additional considerations that one must take into account when laying out a storeroom;
- Bin and shelf labeling – Once the storage mediums and parts have been organized, there needs to be a
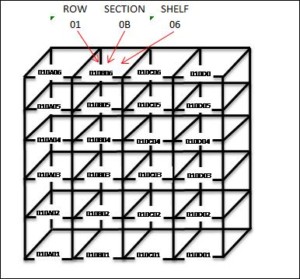 systematic way of locating the parts. This is where numbering the rows, shelves and bins come into play. It is not difficult to develop a system, but just be sure it is applied consistently. For example, are the shelves counted from the bottom or top? Are the rows from left to right, or right to left? What about the bins in a drawer. Be sure to establish a standard for all and follow it.
systematic way of locating the parts. This is where numbering the rows, shelves and bins come into play. It is not difficult to develop a system, but just be sure it is applied consistently. For example, are the shelves counted from the bottom or top? Are the rows from left to right, or right to left? What about the bins in a drawer. Be sure to establish a standard for all and follow it. - Technology needs to be considered in the storeroom layout. Will handheld bar code scanners, fixed scanner, or RFID be used? Depending on which technology is selected, the layout or ideal placement of the devices may need to change.
- Visual management – will any parts be managed via a KANBAN system? Where will the storeroom KPIs be displayed? How will out of stock issues be flagged? These are all opportunities that can be managed by using a visual approach, so be sure to consider them in the storeroom design.
Action
Laying out the storeroom is an essential step to building a world class storeroom. Be sure to take the time and do it properly as the benefits will be realized quickly.
Take one thing out of the information above and put it into action. It can be as easy as putting up a white board with a red flag at the end of the aisle so staff can write any out of stock materials. This is just another simple to use a visual approach to storeroom management.
How many have a storeroom that is organized by area and takes into consideration material flow? What about proper lighting?
A world class storeroom starts with the proper layout, so what are you waiting for?
If you have any requests or specific issues you would like addressed in this series, please let me know at [email protected]
Remember, to find success, you must first solve the problem, then achieve the implementation of the solution, and finally sustain winning results.
I’m James Kovacevic
Eruditio, LLC
Where Education Meets Application
Follow @EruditioLLC

{kind=link}